 Finally, a way to solder the Analog Devices ADXRS610 gyro… The last time we attached a gyro, we overheated the board and the board delaminated. This time, we use a skillet and avoided that problem.
Finally, a way to solder the Analog Devices ADXRS610 gyro… The last time we attached a gyro, we overheated the board and the board delaminated. This time, we use a skillet and avoided that problem.
Attaching the Analog Devices gyros have been a challenge and our success rate using a hot air gun is now 50%. The last time we tried it on the new Zeetah VI (ZVI) board, we damaged the board.
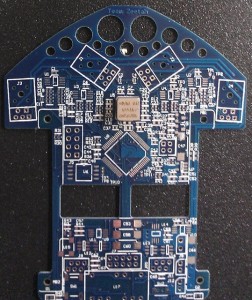
 I finally decided to build a new ZVI board and this time around used a skillet. A laser cutter was used to create a stencil.
I finally decided to build a new ZVI board and this time around used a skillet. A laser cutter was used to create a stencil.
While there are a few different companies that will use your CAD paste master file and create a mylar stencil for a reasonable fee, I was in a rush and decided to do it myself.
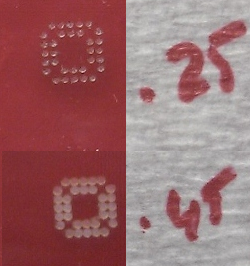
I have access to a laser cutter at work and so I used Visio to create the footprint for the BGA. I drew several footprints with different hole sizes and the 0.25mm one worked out best. I used a mylar sheet that is 0.1mm thick. The laser settings were those used for paper – they are on another machine – I’ll post them another time.
 There are many websites that cover the basic process. What I did was very similar. I took the stencil and aligned the holes in the stencil with the gyro pads. I then used tape and attached it to the stencil and the PCB so that the stencil would remain aligned with the PCB.
There are many websites that cover the basic process. What I did was very similar. I took the stencil and aligned the holes in the stencil with the gyro pads. I then used tape and attached it to the stencil and the PCB so that the stencil would remain aligned with the PCB.
I used a magnifying glass (loupe) to make sure the alignment was good.
I then took a putty knife and I spread the solder paste and made sure it went into the holes. I made sure that I didn’t allow the stencil to move.
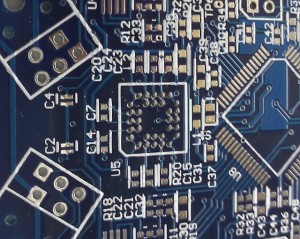
I then lifted up the stencil and checked the solder paste pattern on the PCB to make sure it covered the pads.
I checked the orientation of the gyro and then used tweezers, and placed it on the solder paste. If you place the gyro and are not happy with the placement, you can lift the gyro, clean the PCB and gyro with rubbing alcohol and then try again.
 Previously, I had used an Infrared Temperature sensing gun to measure the temperature of the skillet (do not use the skillet for cooking food after you use it for soldering!) and recorded the temperature over time. I found the thermal profile for the lead solder paste and used that.
Previously, I had used an Infrared Temperature sensing gun to measure the temperature of the skillet (do not use the skillet for cooking food after you use it for soldering!) and recorded the temperature over time. I found the thermal profile for the lead solder paste and used that.
For this skillet, I had to heat it to 100C and then place the board with the gyro on it. I then turned the skillet to the maximum setting for four minutes. I then removed the board.
I used a stop watch on my cell phone to do the timing measurement. After taking the board off the skillet, I placed it on a block of wood to cool down.
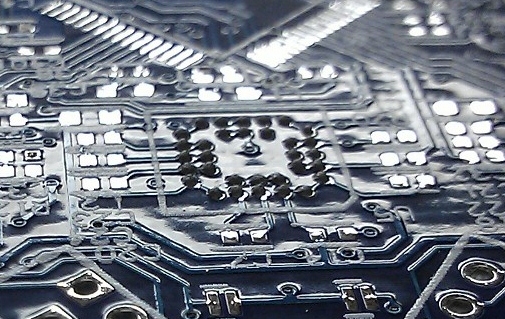
The image shows the mounted gyro. What is interesting is that the solderballs on the gyro are lead free which means the melting point is around 230C. The leaded solder melts at 170C. The skillet was able to heat the top of the PCB to 230C. I looked at the solderballs under a microscope and noticed that the solderballs are shiny at the bottom and a little dull at top which means that the solderballs didn’t melt all the way. I think I need a faster thermal ramp and/or need to reflow it in an oven.
 You can find the solder paste on a few different websites. I think I bought this from Dealtime for under $10.
You can find the solder paste on a few different websites. I think I bought this from Dealtime for under $10.
When soldering, I noticed that right around 200C, the PCB warped quite dramatically. The back corner raised up by 2mm! The reason for this is that the bottom of the board has many large copper planes while the top has many traces. The copper expands and causes the PCB to warp.
Also, the PCB I use is very thin – 0.8mm, so it is very easy for the copper to bend the board. What this does mean is that if you want to use the skillet to solder an entire board, you will have to come up with a way to keep it flat. Otherwise, the board will not heat up properly because parts of it will lift off the surface of the skillet. Other people use a small toaster oven.
The toaster oven will allow all the solder to melt, however, you should keep a few items in mind. Components absorb moister and if you decide to use the toaster, be sure to bake them otherwise you risk damaging the component. Another concern is that in the toaster, the PCB will also warp and the components will be attached with the board in the warped state. When the PCB cools, the PCB will start to flatten out but the components will try to hold it in the warped state and so there will be a lot of stress in the components and the solder joint.
My solution to this was to only reflow the gyro and then hand solder the rest of the components.